糖蜜原料酒精蒸馏及废液浓缩热耦合工艺
一、工艺流程
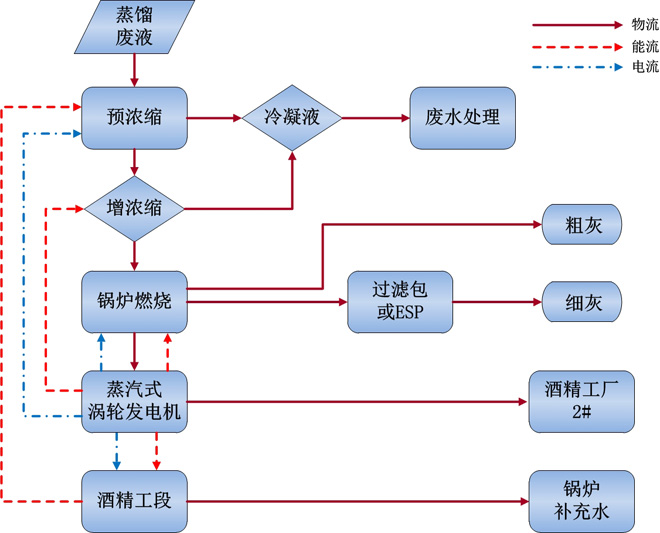
蒸馏工段来的蒸馏废液,经工艺废热预浓缩将废液有机固体含量由15%左右预浓缩至30%左右,再由生蒸汽增浓装置将有机固体含量由30%左右浓缩至65-70%,然后进入锅炉燃烧,产生的蒸汽完全可以满足蒸馏装置、增浓装置用汽;蒸发冷凝水进行生化处理从而达到环境排放标准,实现综合利用、节能减排。对一个万吨规模的糖蜜酒精厂,每年可节省直接燃料成本400万元,社会效益与经济效益显著。
工艺流程简图如下:
三、技术特点
1、能耗低
2、废液处理效果佳
3、综合效益良好
4、运行稳定
5、生产过程中各环节、各工序间热能的交叉利用。“多效差压蒸馏技术”、“蒸馏供热与蒸发热耦合技术”、“分子筛脱水技术”、“糖蜜废水浓缩燃烧技术”,使装置节能降耗:
5.1、吨食用酒精全厂汽耗小于4.5吨;
5.2、“废水分段(预浓+增浓)处理技术”充分利用生产废热能:吨产品可节约预浓缩用蒸汽1.2吨;
5.3、预浓缩装置结垢周期可延长至一个生产检修期;增浓缩装置规模小型化,检修强度降低;
5.4、“纯糖蜜浓缩液燃烧技术”充分利用废水生物质能;热电联产配套可提供:蒸汽4.5吨,电320度;所产蒸汽和电可满足全厂用汽和电,实现能量自平衡;且有剩余电去其它装置用。
四、专利及获奖
1、专利:ZL 2008 1 0025622.4 糖蜜原料的酒精差压蒸馏和废液浓缩热耦合装置及工艺
五、消耗指标 (吨优级食用酒精消耗)
1、吨食用酒精全厂消耗
|
|
名 称 |
糖蜜t/t
糖(45%) |
蒸汽t/t |
一次水
m3/t |
循环水
m3/t |
低温水
m3/t |
电
kW/h |
|
1 |
预处理发酵 |
4.5 |
0.03 |
3 |
80 |
40 |
40 |
|
2 |
蒸馏 |
|
3.1 |
5 |
86 |
|
30 |
|
3 |
预浓缩装置 |
|
0 |
0 |
|
|
41 |
|
4 |
增浓缩装置 |
|
1.1 |
0 |
|
|
47 |
|
5 |
焚烧锅炉间 |
|
0. 2 |
4 |
8 |
|
73 |
|
|
小计 |
|
4.43 |
12 |
174 |
|
231 |
|
|
热电产出 |
|
4.5 |
|
|
|
320 |
2、处理一吨蒸馏废液消耗
|
序号 |
名 称
|
规 格
|
单位消耗指标 |
备注 |
|
定 额 |
单 位 |
|
1 |
一次水
|
0.3MPa |
0.5 |
m3 |
清洗用水及循环补充用水
|
|
2 |
循环水 |
0.30MPa |
18 |
m3 |
二段浓缩和锅炉 |
|
3 |
电 |
380V |
16 |
kWh |
二段浓缩和锅炉 |
|
4 |
蒸汽 |
0.40MPa |
0.1 |
ton |
预浓缩采用工艺二次热,增浓部分采用一次蒸汽 |
|
5 |
碳酸钠 |
片剂 |
0.03 |
kg |
清洗用 |
|
6 |
苛性钠 |
片剂 |
0.05 |
kg |
清洗用 |
六、工程应用
1、广西国发生物质能源有限公司废水处理装置
2、云南景谷糖厂废水处理装置
3、湛江中能糖厂废水处理装置
4、广西武鸣合立生物化工有限公司120吨/天糖蜜酒精废水浓缩装置
5、山东大庆博润6万吨蒸发技改装置
6、广东徐闻龙糖酒精 2.1万吨糖蜜废水浓缩装置